Pumps are required in produced water treatment applications where there is insufficient pressure available to efficiently treat the produced water. A typical application is pumping of water from the low-pressure part of the separation system. Correct pump selection for this application is important with regards to the efficiency of downstream treatment equipment, pump system maintenance load, CAPEX, and OPEX. This article is intended to give a compact overview of some of the main factors involved in the pump selection. References to relevant articles are added for further reading. The topics discussed are; evaluation of the pump types, a discussion on the level of low shear that is acceptable, and evaluation of pump turndown solutions.
In addition to the general requirements for capacity and head, produced water pumps are often required to be low shear [1,2], i.e. having minimal negative impact on the oil droplet size. Different pump types have different levels of shearing of the oil droplets in the produced water [3]. For produced water applications, positive displacement pumps, mainly progressive cavity and lobe pumps, and centrifugal pumps are the most common choices.
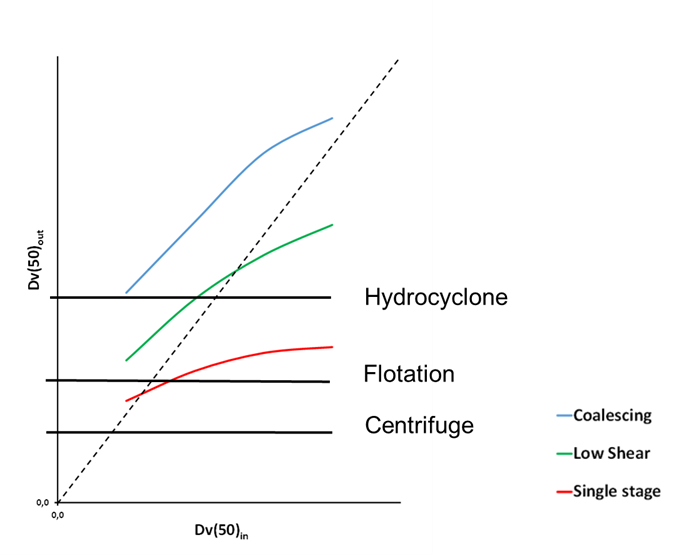
Most positive displacement pumps are regarded as low shear pumps [3]. Single stage centrifugal pumps, however, are not regarded as low shear. On the other hand, single stage centrifugal pumps do have other advantages over positive displacement pumps. These advantages are mainly related to:
- Larger capacity
- No requirement for closed outlet protection
- More robust pump design, i.e. lower OPEX
- lower maintenance load
- less sensitivity to particles and chemicals
- higher mean time between failures (MTBF)
- Lower CAPEX
- Smaller footprint
Because of these advantages, single stage centrifugal pumps are a popular choice despite the fact that they are a source of high shear [2,3,4]. To reduce the shearing of oil droplets, several design and operational considerations are applied by many operators or manufacturers. The most common considerations are [4]:
- Limiting the maximum speed
- Choosing a pump design with high hydraulic efficiency
- Oversizing the pump and/or the discharge nozzle
- Limiting the head per stage
While the recommendations of high hydraulic efficiency and low pump head are undisputed, limiting the pump speed and choosing an oversized pump are measures which are challenged [3].
Though limitation of the pump head is a proven way to reduce shear, it has practical limitations. Generally, a maximum head of 50 psi / 3.4 bar is advised [4]. Regardless of the pump type, low shear performance is however highly dependent on the oil viscosity and the inlet droplet size to the pump. A general rule for maximum head is therefore considered not to be a good approach, as it so highly depends on the particular application at hand. Though limitations to the pump head are a good method to reduce shear, it simultaneously severely restricts the applicability of single stage centrifugal pumps in produced water systems.
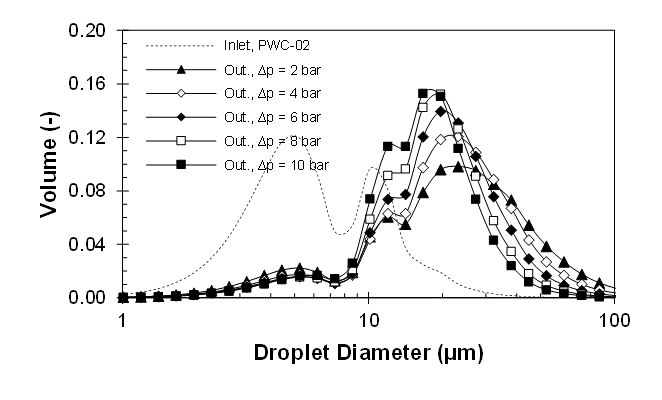
Figures 1 and 2 shows the results from experiments performed with single stage centrifugal pumps to evaluate the effect of pump speed and sizing on shearing of oil droplets. For both graphs, the x-axis gives the differential pressure over the pump and the y-axis gives the relative change in the droplet size (Dv50). The point on the top of the y-axis indicates no droplet break-up, meaning that all points below imply droplet break-up.
Figure 1 shows the effect of reducing the speed. As can be seen from the figure, the results show no correlation between reduced pump speed and reduced droplet break-up, as the high-speed pump gives the same droplet break-up as the lower speed pump for the same flow (Q) and dP.
It is clear from these results that more research is required to fully understand the factors involved with droplet break-up in centrifugal pumps.
From a low shear point of view, it is clear that single stage centrifugal pumps have a very limited operational envelope compared to that of positive displacement pumps. A multi stage centrifugal pump, on the other hand, may be used to overcome this limitation. The drawback of these pumps is that they will have a higher CAPEX and footprint compared to single stage pumps, for the same head and capacity.